西双版纳(本地)【防撞护栏】人车分流栏用途广泛视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:西双版纳(本地)【防撞护栏】人车分流栏用途广泛的图文介绍
通常说来,在制造过程中锌钢护栏厂家已思考到了野外环境的特色,在资料和涂料的选用上都力求做到防锈、耐磨、抗腐蚀,抗曝晒等,所以用户只需在选购铁艺设备时认准闻名的厂家,不要贪图便宜买一些质量不合格的铁制设备就行了。 为延伸野外锌钢护栏设备的寿数,还应做到以下几点:要定时除尘。野外尘土飞扬,铢积寸累,锌钢护栏设上会落上一层浮尘。它会影响铁艺的色泽,进而招致铁艺保护膜的破损。所以应定时擦洗野外铁艺设备,通常以件的棉织品擦洗为好。 要注意防潮。锌钢护栏若是仅仅通常的野外空气湿度,锌钢护栏设备具有防锈性。如逢大雾气候,使用干棉布擦洗热镀锌护栏设备上的水珠;若逢雨天,应于雨停后及时把水珠擦干。因近年大部分地区酸雨,雨后应立即把残留在铁艺上的雨水擦干。 公路护栏的安装其实在绝大部分上成就了交通事故发生率的降低,和居民出行度性。公路护栏又成为道路护栏,他的种类也很多,按刚度的不同可分为柔性护栏、半刚性护栏和刚性护栏三类柔性护栏一般指的是一种具有较大缓冲能力的韧性护栏结构。
【防撞护栏】人车分流栏用途广泛")
【防撞护栏】人车分流栏用途广泛")
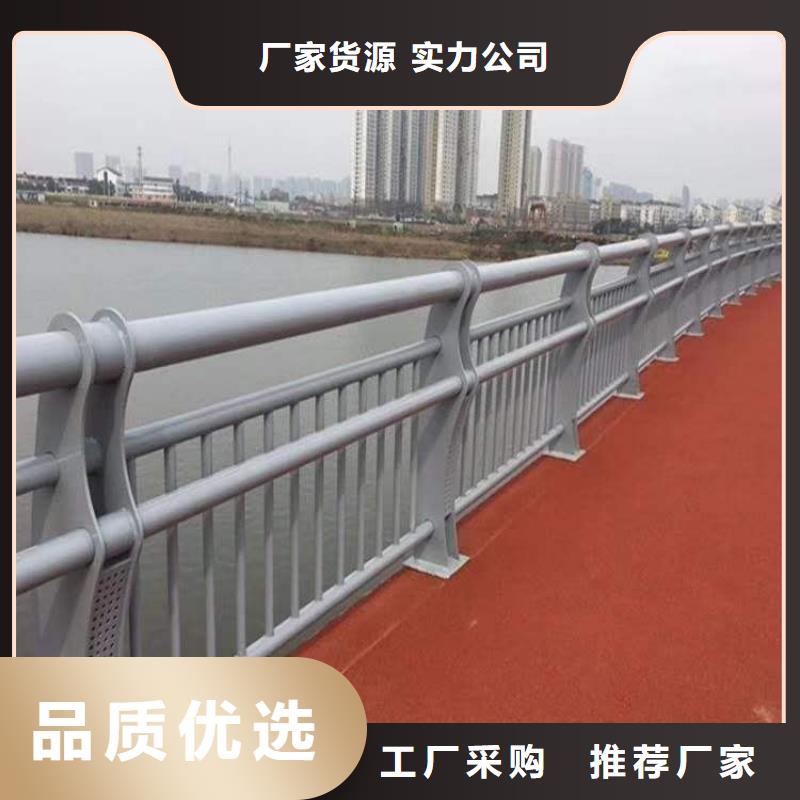
护栏是道路设施的重要组成部分.也是高速公路的主要耗钢部分。高速公路护栏又叫“波形梁护栏”“波纹板”等,是典型的冷弯型钢产品,也是重要的交通基础设施,高速公路是从80年代发展起来的,它对国民经济和社会的发展起着重要的影响作用。 是高速公路重要和保障设施。高速公路护栏包括护栏板和立柱,立柱间距一般为2米或4米,2米间距立柱主要在危险路段使用。高速公路标准段每公里用250块护栏板,立柱间距为4米,每公里用250根立柱,端头2个,柱帽250个,防阻块250个,连接螺栓250套,拼接螺栓2000套。 的立柱可能采用预埋形式,也可能是带底盘的立柱,的规格。根据钢结构冷弯型钢分会对部分高速公路和市政道路的调查、统计,估计每公里护栏用钢量(按护栏板+立柱用铜计算)约为90吨~100吨左右。依据公路行业规划目标和公路行业的运输需求情况(旅客运输需求量和货物运输需求量),后两年,高速公路护栏用钢预计为170万吨。 高品质公路护栏护栏用钢待公路护栏作为高速公路的重要设施,其选材和结构设计直接影响到它所能够提供的保障程度。护栏的主要功能是防止车辆越出路外或穿越分隔带,从而降低事故发生的严重性,这就要求护栏具有足够的力学强度来抵挡车辆的碰撞,同时又能保护人员免受伤害。
【防撞护栏】人车分流栏用途广泛")
【防撞护栏】人车分流栏用途广泛")
【防撞护栏】人车分流栏用途广泛")
本周桥梁护栏厂家库存小幅下降,市场供需两弱状态下矛盾相对稳定,厂商心态尚可。华东地区,本周当地带钢库存虽然小幅增加,但是贸易商反馈仍然没有太大压力,不愿意低价出货,目前供需基本平衡,但高价资源成交受阻;华南地区,由于本地桥梁护栏厂家价差偏小,出货困难,商家心态偏悲观,操作以快进快出为主。唐山丰润地区下游绝大多数将按照政策在7月16日凌晨执行停产,短期不锈钢复合管厂家以销售库存为主,购买钢坯基本停滞,抑制钢坯需求量,致使直发成交表现受阻,贸易商普遍反映出货困难,仓储价格不断下调,商家出库意愿较大,市场交投显冷清。数据方面,据统计本周唐山钢坯总库存32.3万吨,较上周减少8.25万吨,库存下降幅度虽快,但随着后期轧钢厂停产深入,不锈钢复合管厂家需求日益减少,直发资源或陆续被迫入库,贸易商压力渐增,且仍处于需求性淡季,终端需求释放有限,市场弱调格局增加。 唐山丰润地区下游绝大多数将按照政策在7月16日凌晨执行停产,短期不锈钢复合管厂家以销售库存为主,购买钢坯基本停滞,抑制钢坯需求量,致使直发成交表现受阻,贸易商普遍反映出货困难,仓储价格不断下调,商家出库意愿较大,市场交投显冷清。数据方面,据统计本周唐山钢坯总库存32.3万吨,较上周减少8.25万吨,库存下降幅度虽快,但随着后期轧钢厂停产深入,不锈钢复合管厂家需求日益减少,直发资源或陆续被迫入库,贸易商压力渐增,且仍处于需求性淡季,终端需求释放有限,市场弱调格局增加。打入法设置立柱,应严格按照钢钎确定的位置,首先安放自制导向器,再将立柱沿导向孔打入,以确保垂直度。立柱打入土中应至设计深度,当打入过深时,不得将立柱部分拔出加以矫正,而须将其全部拔出,等到基础压实后重新打入。
【防撞护栏】人车分流栏用途广泛")
【防撞护栏】人车分流栏用途广泛")
【防撞护栏】人车分流栏用途广泛")
立佳金属制品有限公司视客户为朋友,诚信相待,精诚奉献。我们坚信:锲而不舍的努力是企业成功的关键,不断满足消费者的需求是企业生存的基础,而 西双版纳镀锌喷塑防撞栏、产品质量是企业的生命。多年来,公司以坚实的质量体系为保障,以可靠的 西双版纳镀锌喷塑防撞栏、产品为载体,凭借诚挚的公司信誉,热忱的服务,向广大客户传达了“优质材料,优惠价格,优良服务” 的三优标准服务,赢得了广大客户的真诚厚爱。
【防撞护栏】人车分流栏用途广泛")
【防撞护栏】人车分流栏用途广泛")
内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。
【防撞护栏】人车分流栏用途广泛")
【防撞护栏】人车分流栏用途广泛")
【防撞护栏】人车分流栏用途广泛")






 扫一扫
扫一扫